4-Rework-reballing 1ªparte

Zuhomao R-5860C
Este apartado es en el que mas tiempo nos vamos a parar debido a la complejidad del proceso y datos a tener en cuenta. También deberemos de tener claro algunos conceptos. Antes de nada tenemos que tener claro que es reballling. En realidad al proceso a la que equivocadamente se le llama reballing ( reboleo) es rework (rehacer). Pero esto lo veremos mas adelante. El rework ( reballing) consiste en extraer el chip BGA de la placa, limpiar la placa de restos de estaño, limpiar chip, poner y soldar bolas chip( lead o lead free) y volver a soldar a la placa. Para este proceso es necesario una maquinaria específica. Las hay de distintas marcas y modelos pero nos vamos a centrar en la Zuhomao R-5860C que es la que yo utilizo.
Esta máquina posee toberas calentadoras de aire caliente inferior( bottom) y superior(top) y 3 zonas de platos precalentadores independientes . Las toberas inferior y superior son regulables en altura así como el caudal de aire la tobera superior. Lleva pantalla táctil y un plc incorporado y su software de programación es fácil e intuitivo. También incorpora sonda tipo K. La nueva ZM R-5860C se le pueden programar curvas hasta 8 segmentos y tiene una potencia de 4600 W. Una potencia mas que suficiente para que no se te resista ninguna placa. Lleva una cámara térmica microscópica pudiéndose inspeccionar en todo momento el estado de las bolas sobretodo en el momento de soldado.Esto facilita mucho el trabajo.Tiene soporte antipandeo.
Mas información : http://www.incopia2.com/shop/zhuomao-zm5860c-maquina-rework-p-7017.html
Esta marca es la que usan grandes marcas como Samsung en sus plantas de producción aunque modelos muy superiores ( pocisionador optico automático). Son fabricadas en china y su coste esta entre 2200-2600 euros con los derechos de importación incluido.
La piedra rosetta del reballing.
Antes de empezar a explicar el proceso deberemos conocer los datos técnicos por el cual se compone una curva de temperatura en la soldadura de los BGA y poder hacer una receta para cada tipo de chip y placa. Son muchos los foros que hablan de reballing pero ninguno te explica como realizar una curva para cada tipo de chip. No he sacado nada claro en estos foros ya que esta información es celosamente guardada en la red y es muy difícil buscar información viable. Lo que pude observar no va mas allá de gente cacareando de las consolas que arreglan o personas desesperadas pidiendo recetas hechas. Aquí no se trata de dar las recetas hechas ya que cada máquina aún siendo del mismo modelo funcionan de distinta manera. Otros factores a tener en cuenta es la humedad y temperatura ambiente por lo que una misma receta en una misma máquina tendrá distinto resultado dependiendo del lugar en que se encuentre. Si bien entiendes estos conceptos que a continuación se detallan, no tendrás ningún problema en entender como se han de ajustar los parámetros de cualquier máquina.
Curva de temperatura de soldadura lead free
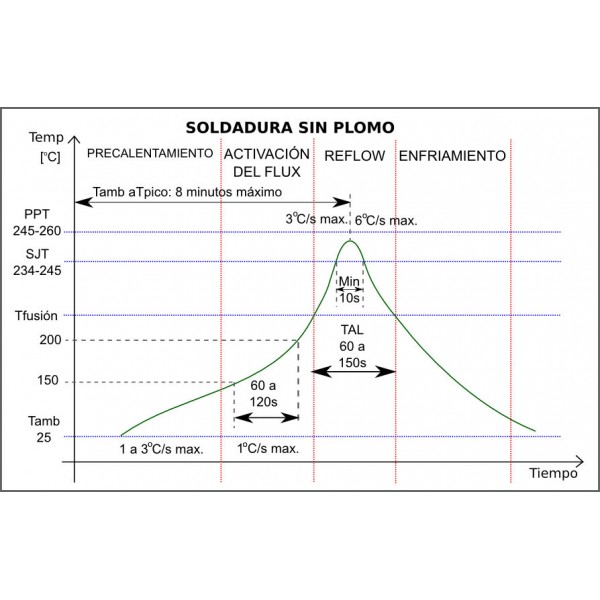
En la siguiente curva podemos distinguir que una curva de soldadura para reballing de compone de 4 fases: Precalentamiento, activación del flux, reflow y enfriamiento. Cada una de ellas esta comprendida en un ratio de tiempo y temperatura. Esta curva es para soldadura lead free ( libre de plomo)
-Precalentamiento: Es el comienzo de la curva y comprende desde el Tamb ( temperatura ambiente) hasta la activación del flux (150ºC). En esta fase se recomienda que el incremento de temperatura este comprendido entre 1ºC/s y 3ºC/s ( ªC/S= grados centígrados por segundos).
-Activación del flux. Una vez superada la fase de precalentamiento, iniciamos la fase 2 que es la activación del flux. El flux se activa cuando llegamos a los 150ºC hasta los 200ºC . Se recomienda tener las placas a estas temperaturas entre 60s y 120s y con un incremento de temperatura de 1ºC/s como máximo.
(El flux es un químico que añadimos para mejorar y ayudar en la soldadura. Los hay de distintos tipos. En pasta o líquidos, con bases de agua o de alcohol. Esto lo veremos mas adelante).


-Reflow. Es la zona donde se produce la soldadura . En esta fase se supera la temperatura de fusión ( TAL= Time about liquidus) y se llega a la temperatura deseada para una correcta soldadura SJT ( Solder Join Temp). El SJT para una soldadura libre de plomo tiene que estar entre los 234ºC – 245ºC y se recomienda mantenerla no menos de 10 segundos e igualmente su incremento de temperatura no debe exceder de los 3ºC/s. Toda esta fase deberá de estar comprendida entre los60s y 150s.
– Enfriamiento. Es la zona siguiente al reflow donde los materiales y componentes vuelven a la temperatura ambiente. Se debe de tener especial cuidado de realizar esta etapa en forma gradual para evitar el shock térmico en los componentes y placa. Se recomienda no superar el descenso te temperatura en mas de 6ºC.
El tiempo completo del ciclo de soldadura y enfriamiento no debe de ser superior a 8 minutos.
( nota: PPT: temperatura máxima medida con sonda arriba del encapsulado).
En resumen.Si cumplimos que :
– El tiempo en el cual está entre 150ºC y 200ºC este entre 60s y 150s.
-El tiempo en el cual se supera la temperatura de fusión (217ºC) en la soldadura y una vez superada y llegado al SJT desciende a la misma temperatura en el enfriamiento( 217ºC) debe de estar comprendido entre 60 y 150 seg ( TAL)
-La temperatura máxima ( SJT= 234ºC-245ºC) debe de permanecer mínimo 10 segundos.
-El PTT nunca llegue a 260ºC y los gradientes de temperatura estén comprendidos entre 1ºC y 3ºc en subida y como máximo 6ºc/s en bajada
– Que el tiempo total del ciclo de soldadura no exceda de 8 minutos
Si cumplimos lo anteriormente descrito las posibilidades de éxito están casi aseguradas. Esto se recoge en la norma IPC/JEDEC J-STD-020D.1.
Recuerda que el estaño libre de plomo su temperatura de fusión es de 217ºC y refluye entre 334ºC y 245ºC y nunca se ha de exponer a 260ºC. ( Fuente consultada: Instituto Nacional de Tecnología Industrial)
Ya hemos visto todos los parámetros tiempos y ratio por la cual se compone un ciclo de soldadura lead free. Ahora vamos a ver una curva de temperatura para una soldadura lead ( aleación plomo)
-Curva de temperatura lead según fabricante
Como bien se puede apreciar en esta gráfica están bien definidos los ratios, tiempos y temperaturas para una soldadura con aleación plomo ( lead).

-Curva real en máquina basada en lead según fabricante
En esta gráfica. La fase 1 (preheat) dura 90 segundos y el incremento de temperatura no debe de superar 2,5ºc/s tanto en esta fase como en ninguna de las restantes.
En la fase 2 ( activación del flux 150ºC-180ºC) tiene que estar comprendida entre 60s y 90s no pudiendo ser superada en 2 minutos como máximo.
En la fase 3 ( reflow) tiene que estar comprendida entre 45 seg y 90 seg como máximo y estar entre 208ºC -230ºC (SJT).
En la fase 4 ( enfriamiento) no hay nada que destacar según esta gráfica.
No hay comentarios:
Publicar un comentario